
Deburring sheet metal cuts is now almost standard in the sheet metal processing industry. Many technologies used on the market deburr the sheets and also produce a certain but not uniform edge rounding. And that is often no longer enough today, because basically all edges should be of the same quality. Uniform edge rounding requires appropriate kinematics. All edges of the workpiece must be reached by the tools equally often and with equal intensity.
Creating a strong radius, but especially at all edges of the workpiece, is a major technical challenge. This is particularly true for complex workpiece geometries.
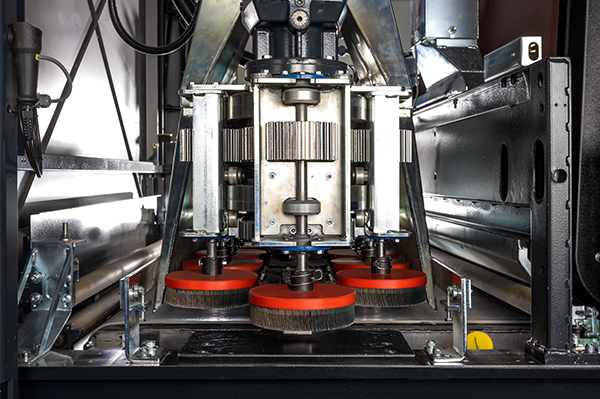
The tools used in RUT and RUL units touch all tool edges equally frequently and evenly from all directions. This is achieved due to kinematics. The movement of the tools describes an oval and the direction is deflected outside the working area. This prevents double intervention in some areas and too rarely in others.
Other methods — such as cross brushing — have a preferred direction and always work more intensively on the edges that are oriented in the feed direction than on the transverse edges.
The situation is similar with planet heads, because all brushes on a planet head have the same direction of rotation.
Even machines with large rotors process parts that are placed on the outside of the conveyor belt more heavily on the inlet and outlet sides (transverse edges), while in the middle of the feed carpet, the longitudinal edges are worked more heavily.
What are the advantages of uniform edge rounding?
Uniformly rounded cut edges with defined radii have several advantages:
For systems that do not process all edges equally intensively, the weakest rounded edge must comply with the specifications according to the drawing. At the same time, however, this means that the greater rounding in the other places was done without need — meaning a waste of resources.
Using the example:
The drawing says — all edges deburred in accordance with DIN 13715 | -0.2 mm to -0.5 mm.
Assuming that a cross brush reaches this -0.2 mm with a certain setting at the edges that are oriented parallel to the brushing unit, then the edges on which the brush hits directly are rounded much more. In practice, roundings of > -0.4 mm then occur here. This processing simply exceeds the drawing specification — only to reach -0.2 mm at the weakest processed edges.
The profiRounder has been consistently developed to achieve uniform edge rounding on all edges and is therefore the most efficient machine on the market.

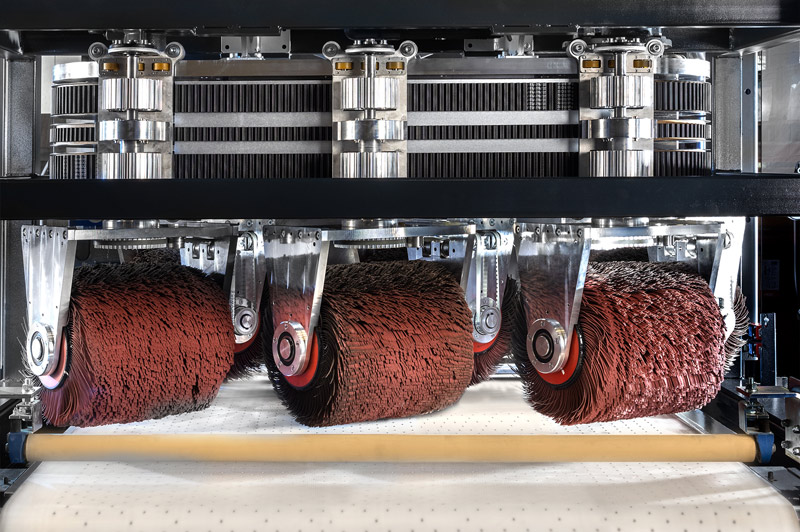
However, the RUL unit can do even more than just smooth edge rounding — it can do extremely intensive edge rounding. The edges are rounded with 6 lamellar grinding rollers. In this case, the brushes rotate both around the horizontal and around their vertical axes and are guided twice across the conveyor belt on an orbit. Result: Absolute uniformity and, if desired, radii of 2mm and more!
