

Remove oxide — how to perfect your laser part with ProfiRounder by Heesemann
Removing oxide is always necessary when laser flame cutting, i.e. oxygen cutting, produces parts that are then coated or welded. If sheet metal blanks are powdered or painted with an oxide layer, the oxide layer and the coating fall off even when applied to a slight force. The quality of the weld seam also suffers when parts are welded with an oxide layer. Alternatively, the oxide layer can also be prevented by using laser fusion cutting, i.e. cutting with nitrogen. For material thicknesses of more than 4 mm, however, this is only reluctant to use for economic reasons.
Different options for oxide removal
In firing plants, the usual method is to process the adhering oxide layer using blasting technology. The blasting technology used in firing plants is often not available at companies that operate as thin sheet processors. In addition, too much energy is introduced into the part, causing thinner parts to warp. For this reason, the oxide layer must be removed in another way from thinner sheets. As a rule, the deburring machine is then used to professionally remove oxide.
Remove oxide: The wire brush with cord wire is the most common method
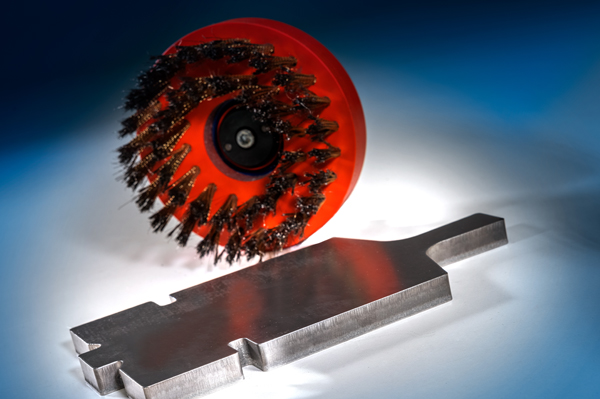
The most common tool for removing oxide is a dish brush with wire trim. Cord wire is used here, which withstands the alternating bending load accordingly well. The height of the brushes is adjusted so that they dip just over 50% of the workpiece thickness into the material and thus completely remove the oxide layer in 2 passes.
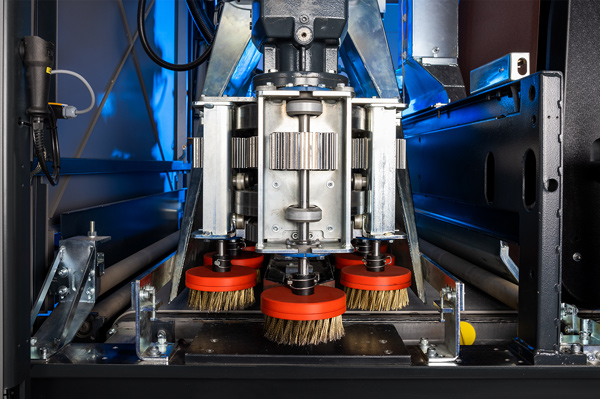
At Heesemann, this tool is used on the RUT unit. The kinematiQ of the unit ensures that all edges are processed equally intensively, so that there are no “shadow areas” where oxide still remains, as cannot be avoided due to the process when cross-brushing and planetary units.












.jpg)
